
Applikation Feuer Powertrain
Spannvorrichtung von Röhm für die automatisierte Fertigung von Kurbelwellen
(Nordhausen/Sontheim) Wenn bei Europas Marktführer für Kurbelwellen Ölkanäle vollautomatisch gebohrt werden, so werden dazu seit 2008 keine Sondermaschinen mehr benötigt. Die Spannmittelexperten von Röhm haben eine Vorrichtung mit NC-Achsen entwickelt, die auf einer Standardmaschine eingesetzt werden kann. So wird das Werkstück nicht nur gespannt sondern auch in die richtige Bearbeitungsposition gefahren. Damit erhöht die Feuer Powertrain GmbH & Co. KG ihre Flexibilität und fertigt vollautomatisiert bis zu 1.800 Kurbelwellen täglich.
„Was früher auf Sondermaschinen aufwändige Umrüstarbeiten erforderte, lässt sich heute vorwiegend durch Programmierungen in einem Bruchteil der Zeit umstellen“, betont Marco Illig, Technischer Leiter der Feuer Powertrain GmbH & Co. KG in Nordhausen. Hydraulische Spannvorrichtungen mit zwei integrierten NC-Achsen, die auf Standardmaschinen eingerichtet sind, nehmen verschieden große Kurbelwellen auf, spannen sie und bringen sie in Position für das Tieflochbohren. Die NC-Achsen bringen durch Dreh-, Schwenk- und Abstützfunktionalität das Werkstück in die richtige Position, damit der Bohrer seinen Weg für die Bohrung von Ölkanälen und Huberleichterungen findet. Die Flexibilität der Spannvorrichtungen ist so groß, dass darauf Kurbelwellen aus Stahl und aus Guss für PKW-Motoren von drei bis zwölf Zylindern sicher gespannt werden können.
Kurbelwellen für Drei- bis Zwölfzylindermotoren spannen
Damit die Kurbelwellen im Betrieb an den wichtigen Stellen geschmiert werden können, werden Ölkanäle vom Hauptlager durch die Kurbelwangen zu den Hub- bzw. Pleuellagern gebohrt. Für diese Tieflochbohrungen werden Starrag Heckert Standardmaschinen mit vier Achsen verwendet. Damit können tiefe Löcher bis 40 mal Durchmesser (40 x Ø) gebohrt werden. So werden bei Bohrern mit Ø 5 mm beispielsweise 200 mm lange Kanäle gebohrt. In einer weiteren Anwendung werden bei Kurbelwellen für großvolumige Motoren so genannte Huberleichterungen durch die Ausgleichsgewichte hindurch bis in die Pleuellager gebohrt, um das Gewicht der Kurbelwelle zu senken. „Bei unserem
Prunkstück, der geschmiedeten Kurbelwelle aus hochlegiertem Stahl für den Sechsliter-V12-TDI-Motor des VW Konzerns, reduzieren diese Bohrungen das Gewicht ganz erheblich“, erklärt Illig.
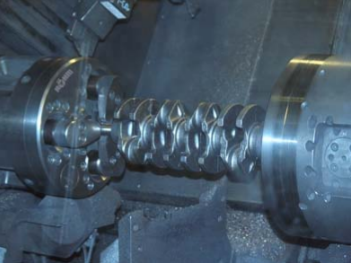
Die Vorrichtung, die auf dem drehbaren Maschinentisch montiert ist, spannt Kurbelwellen bis 800 mm Länge. Durch die verfahrbaren NC-Achsen lässt sich einerseits schnell auf andere Kurbelwellen umrüsten. Andererseits sorgen die
frei programmierbaren Achsen dafür, dass das Werkstück für die präzise Bohrung in die richtige Position gebracht wird. Hierzu taktet die erste NC-Achse in drei 120° Schritten. „Die freie Programmierbarkeit ermöglicht jedoch auch jede andere Taktung“, versichert Diplom-Ingenieur Thomas Fischer, der als Fachberater von Röhm die Lösung mit auf den Weg gebracht hat. Mit der zweiten NC-Achse wird eine Abstützvorrichtung gesteuert, die den Bohrkräften entgegenwirkt. Die Steuerung der Achsen ist in die Maschinensteuerung eingebettet, was die Bedienung sehr leicht macht. Bei Feuer betrachtet man diese Lösung als wichtigen Baustein einer flexiblen Fertigung. Noch einmal Marco Illig: „Im Rahmen unserer strategischen Zielsetzung einer flexiblen Fertigung muss jede Automatisierungslösung diese Anforderungen erfüllen: kurze Rüstzeiten, leichte Bedienbarkeit und hohe Verfügbarkeit.“
Pionierarbeit von Röhm in Schutzklasse IP67
Um den rauen Bedingungen im Bearbeitungszentrum zu widerstehen, mussten die elektrischen Aggregate an der Spannvorrichtung für die Schutzklasse IP67 ausgelegt werden. „Hier haben wir bei Röhm echte Pionierarbeit geleistet“, schildert Fischer die Herausforderung. Für Röhm Konstruktionsleiter Johann Taglang bestand die Herausforderung zudem in der großen Bandbreite der Werkstücke. Schließlich sollten kurze Kurbelwellen für Dreizylindermotoren genauso sicher gespannt werden können wie die langen für Zwölfzylindermotoren. „Und der Bauraum im Bearbeitungszentrum war ja auch nicht unendlich“, so der erfahrene Konstrukteur.
Bei der Lösung kam die jahrelange gute Zusammenarbeit zwischen Feuer und Röhm zum Tragen. „Die Röhm-Leute kennen unsere Fertigung und unsere Anforderungen von Anfang an sehr genau und schaffen es immer wieder, uns mit passenden Spannlösungen zu überraschen“, erwähnt Illig. Dieses Vorgehen ist bei Röhm gelebte Strategie, wie Fischer bestätigt: „Wir beschäftigen uns immer sehr gründlich mit den Anforderungen der Kunden, um dann die genau passende Lösung zu entwickeln.“ Das Ergebnis der gewachsenen Zusammenarbeit ist in Nordhausen beinahe an jedem Bearbeitungszentrum zu sehen, weil Spannmittel von Röhm eingesetzt werden.
Dass die hydraulische Spannvorrichtung ihre Arbeit vorzüglich leistet, kann man bei Feuer täglich sehen. Dabei können externe Betrachter ins Staunen geraten. Die Fertigung in Werk 2 läuft vollautomatisiert und nahezu mannlos im Mehrschichtbetrieb ab. Nach dem Auflegen der Kurbelwelle wird sie durch einen Laser gekennzeichnet. „Das ist die Taufe der Kurbelwelle, denn ab jetzt ist sie jederzeit identifizierbar und rückzuverfolgen“, erzählt Illig. Nach dem Geometrisch-Zentrieren, dem Drehen, Fräsen und Drehräumen, in vorhergehenden Aufspannungen, folgt das Tieflochbohren, bevor die Kurbelwelle weiteren Bearbeitungsschritten zugeführt wird. Beladen werden die jeweiligen Bearbeitungszentren von oben. Zwischen einzelnen Fertigungslinien gibt es Puffer mit Werkstückträgern auf Paletten, die von frei im Raum navigierenden FTS (Fahrerlosen Transportsystemen) übernommen und bereitgestellt werden.
Reibungslose Automatisierung „klingt“ wie eine Stradivari
Nach weiteren Fertigungsverfahren wie beispielsweise dem definierten Fest- und Richtwalzen, dem Doppelkopforbitalschleifen oder dem Dynamischen Feinwuchten sowie thermischen Behandlungen folgen die Mess- und Prüfvorgänge, bevor die fertige Kurbelwelle für den Versand bereitgestellt wird. Geliefert werden die Kurbelwellen, die in Werk 2 bis zu Losgrößen von rund 100.000 gefertigt werden, an OEMs wie beispielsweise VW, Audi oder GM. Kunden der Produkte aus den halbautomatischen Werken 1 und 3 sind zum Beispiel Tognum, Cummins oder JCB. Dabei ist die Feuer Powertrain GmbH & Co. KG bei Audi, VW und Cummins als A-Lieferant gelistet.
Das von Mehrheitsgesellschafter Dieter Feuer 2002 auf der grünen Wiese gegründete Unternehmen hat sich auf die Herstellung und den Vertrieb von einbaufertigen Kurbelwellen für PKW-, LKW- und andere Motoren spezialisiert. Hierzu wurden 110 Millionen Euro investiert und rund 280 Arbeitsplätze geschaffen. 45 davon sind Auszubildende. Bei den Produkten für PKW hat
sich Feuer darauf spezialisiert, die Losgrößen zu fertigen, die für die OEMs zu klein sind. Mit der Strategie der flexiblen vollautomatisierten Fertigung und kurzen Umrüstzeiten scheinen die Nordhausener ins Schwarze getroffen zu haben. „Seit Juli 2009 fertigen wir wieder in 21 Schichten. Wir sehen uns als Gewinner aus der Krise“, so Illig. Der Platz, der in Werk 2 für eine zweite Fertigungslinie vorgesehen wurde, wird bis Ende2011 nicht mehr frei sein. Denn dann wird eine weitere vollautomatisierte Produktionslinie in Betrieb genommen. Die Kunst der reibungslosen Vollautomatisierung und deren Bedienung vergleicht der Schwabe Illig mit dem Spielen einer Stradivari: „Jeder Geigenvirtuose kann eine Stradivari-Geige spielen. Aber nur bei den wirklichen Könnern kommen die klanglichen Besonderheiten dieses Instruments zum Tragen.“