Automatisierte Bearbeitung von Kreuzgelenken auf Rundtransfermaschinen mit Spannlösungen von RÖHM

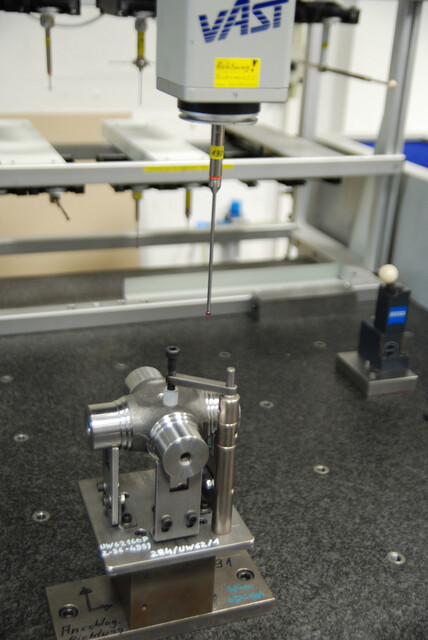
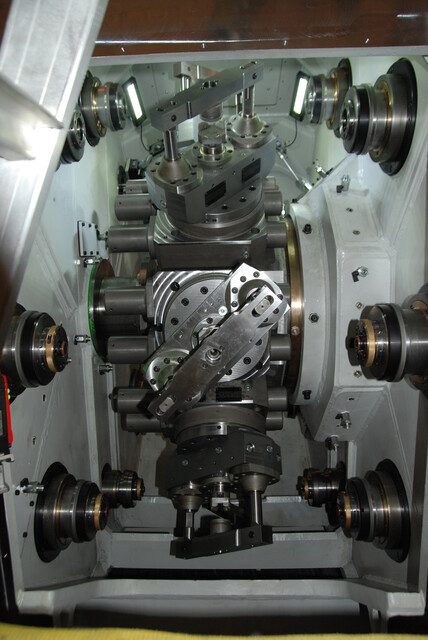
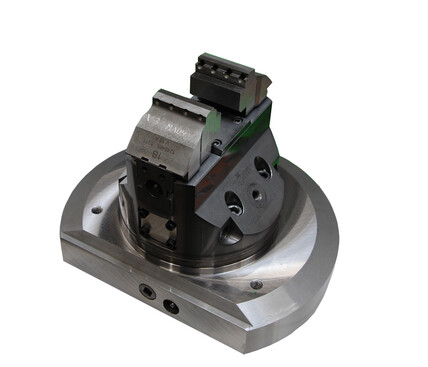
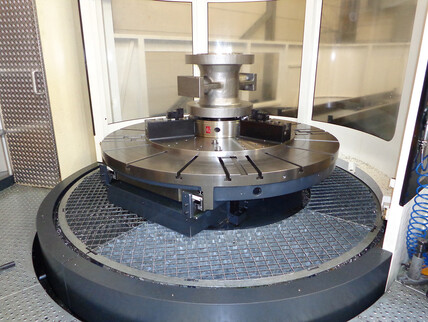
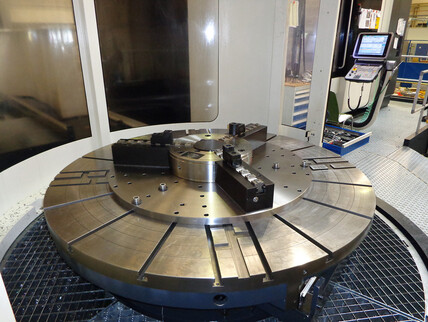
Der FFG Werke GmbH am Standort Offenburg, ist es gelungen, 2015 einen Auftrag einer chinesischen Firma an Land zu holen. Wanxiang heißt das Unternehmen und ist einer der größten Automobilzulieferer in China. Bei dem Bauteil, von denen Wanxiang zirka 60 Millionen Stück pro Jahr produziert, handelt es sich um das Kreuzgelenk eines Kardanantriebs in drei unterschiedlichen Größen. Entwickelt hat Witzig & Frank hierfür eine Acht-Stationen-Rundtransfermaschine vom Typ LSA. Da von vier Seiten bearbeitet werden sollte, entstand in Zusammenarbeit mit der Firma RÖHM ein interessantes Spannkonzept.
Bearbeitung von Kreuzgelenken auf Rundtransfermaschinen bei Wanxiang in China
Werkstück: Kreuzgelenk eines Kardanantriebs
Aufgabe: Voll automatisierte vier Seiten Komplettbearbeitung von Kreuzgelenken auf einer Acht-Stationen-Rundtransfermaschine von Witzig& Frank
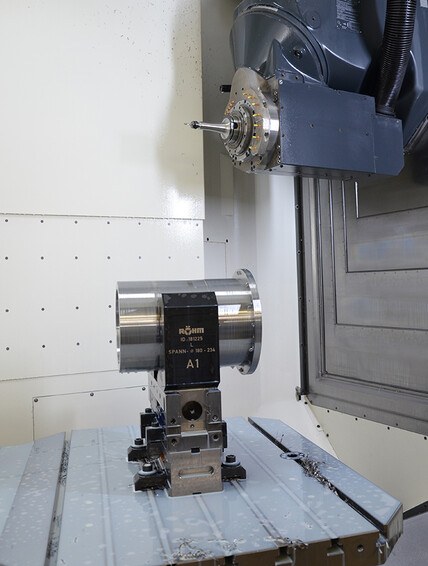
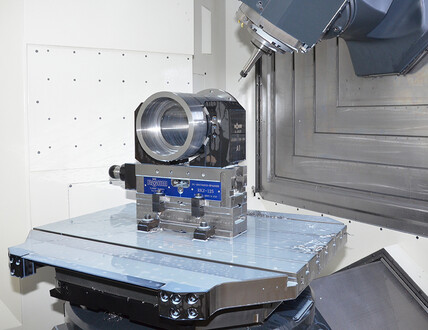
Lösung: Eine in das Maschinenkonzept integrierte intelligente Spannvorrichtung, die nicht nur die Funktion ›öffnen und schließen‹ besitzt, sondern zusätzlich noch eine Art virtuelle W-Achse, die sich exakt um 90 Grad verdreht.
Vorteil: Die im Maschinenkonzept integrierte intelligente Spannvorrichtung wirkte sich positiv in den Zykluszeiten ›part to part‹ und in der räumlich kompakten Bauweise der Maschine aus.


Diese Kundenanforderung wurde gelöst mit:

Intelligente Spannvorrichtung zur vollautomatisierten vier Seiten Komplettbearbeitung von Kreuzgelenken auf einer Acht-Stationen-Rundtransfermaschine.
Bearbeitung eines vielfältigen Teilespektrums mit stationären Spannstock SSP von RÖHM

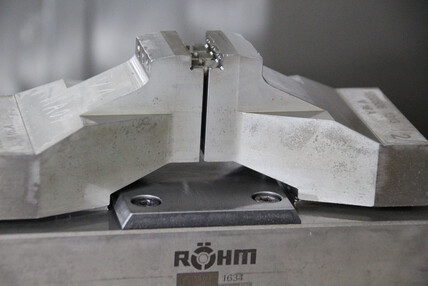
In enger Zusammenarbeit mit einem weltweiten Kundenkreis entwickelt EVG innovative Anlagen zur Herstellung von Mikro- und Nanobauteilen. Das Produktspektrum umfasst Lithographieanlagen, Waferbondanlagen und Inspektionssysteme. Der Spannstock von RÖHM mit Backenschnellwechsel und V-Profil-Backen hat mit einem Backenhub von 30 mm einen entsprechend großen Backenhub und eignet sich somit optimal für das vielfältige Teilespektrum bei EVG.
Der Clou: Für das variantenreiche Teilespektrum werden insgesamt nur acht Spannmittel benötigt. Das spart nicht nur Platz und Kosten ein, sondern reduziert obendrein den Wartungsaufwand.
Bearbeitung eines vielfältigen Teilespektrums bei der EV Group in Österreich
Werkstück: Schraubstock-Werkstücke
Aufgabe: Bearbeitung eines vielfältigen Teilespektrums mit den Aussenmaßen 20x20 mm bis 200x200 mm
Lösung: Stationärer Spannstock SSP mit Backenschnellwechsel und V-Profil-Backen
Kundennutzen: Für das variantenreiche Teilespektrum werden insgesamt nur 8 Spannmittel statt 37 Spannmittel benötigt. Das spart nicht nur Platz und Kosten ein, sondern reduziert obendrein den Wartungsaufwand.



DIE Kundenanforderung wurde gelöst mit:
Stationäre Kraftspanneinrichtungen für den Einsatz auf Fräsmaschinen und Bearbeitungszentren
Herstellung von Guss- und VA-Gehäusen mit einem RÖHM Keilstangenfutter DURO-TA XT
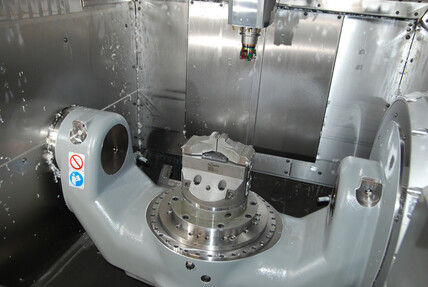
Mit großer Zuverlässigkeit entstehen auf Wunsch von der Idee über die Entwicklung bis zur Fertigstellung Guss- und VA-Gehäuse überwiegend in Einzelfertigung. Für deren Herstellung hat NTG erst jüngst in ein hochmodernes Dreh-Fräszentrum von DMG investiert. Damit die DMC 210 FD ihre Leistungsfähigkeit möglichst flexibel ausspielen kann, hat NTG sich für ein Handspannfutter DURO-TA XT von Röhm entschieden. Die neuesten Futter von Röhm in beeindruckenden 1200 mm Durchmesser zeichnen sich trotz Größe durch eine kompakte Bauweise, Werkstückzugänglichkeit und Flexibilität aus.
Herstellung von Guss- und VA-Gehäusen bei NTG Gelnhausen
Werkstück: Guss- und VA-Gehäuse
Aufgabe: Bearbeitung von großen und kleinen Werkstücken bei häufigem Wechsel
Lösung: 3-Backen Handspannfutter mit Backenschnellwechselsystem DURO-TA XT 1200 mm
Kundennutzen: Minutenschneller Wechsel von großen auf kleine Werkstücke. Hohe Spannkraft und Rundlaufgenauigkeit, wenig Eigengewicht - und das bei 1.200 mm Durchmesser

Diese Kundenanforderung wurde gelöst mit:

DURO-TA XT
mit langen Führungsbahnen für großen Spannbereich und höchste Flexibilität, mit hohen Spannkräften, höchsten Rundlaufgenauigkeiten, eichte Bauweise zugunsten einer höheren Werkstückzuladung, für den vertikalen Einsatz konzipiert, verlässliche Dauer-Wiederholgenauigkeiten, in Größe 250–1250 ; bis 290 kN
Bearbeitung von Uhrenplatinen mit RÖHM Kraftspann-Schwenkfuttern

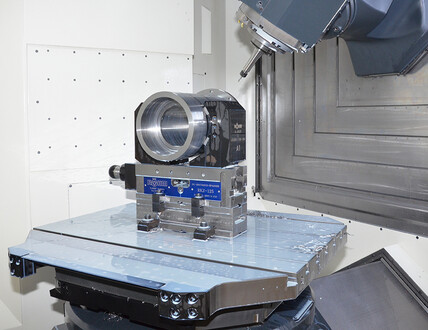
Für die prozesssichere und wiederholgenaue Herstellung von Uhrenplatinen setzt IWC Schaffhausen auf das kompakte 5-Achs-Bearbeitungszentrum KERN Micro. Darauf montiert ist das preisgekrönte Kraftspann-Schwenkfutter von RÖHM aus der Micro Technology Baureihe. Dieses ermöglicht die beidseitige Platinenbearbeitung ohne Umspannen. So erreicht IWC höchste Präzision und Wiederholgenauigkeit in einer einzigen Aufspannung bei dutzenden Bearbeitungsschritten und zahlreichen Werkzeugwechseln.
Anwenderbericht Platinenbearbeitung IWC Schaffhausen
Werkstück: Uhrenplatinen
Aufgabe: Prozesssicheres und wiederholgenaues Spannen für die wiederholgenaue und beidseitige Bearbeitung von Uhrenplatinen
Lösung: Kraftspann-Schwenkfutter KPF-MT
Kundennutzen: Höchste Präzision und Rüstzeitenreduzierung durch die beidseitige Platinenbearbeitung in einer einzigen Aufspannung




Diese Kundenanforderung wurde gelöst mit:

Bearbeitung von Spindelhülsen mit NC-Kompakt-Zentrisch-Spannern RKZ
Die GMN Paul Müller Industrie GmbH fertigt Spindeln für Werkzeugmaschinen als Sonderanfertigungen auf höchstem Niveau. Um diesem Anspruch auch in der eigenen Fertigung in Nürnberg gerecht zu werden, setzen die Fertigungsspezialisten auf den RÖHM Standard NC-Kompakt-Zentrisch-Spanner RKZ mit ungewöhnlichen Sonderbacken.
Anwenderbericht GMN Paul Müller Industrie GmbH
Werkstück: Spindelhülsen aus Metall
Aufgabe: Spannen von Spindelhülsen für die Fräsbearbeitung
Lösung: RÖHM NC-Kompakt-Zentrisch-Spanner RKZ mit Sonderbacken
Kundennutzen: Durch die nun mögliche 3-Seiten-Bearbeitung können Teile in einer Aufspannung gefertigt werden.
Diese Kundenanforderung wurde gelöst mit:

RKZ-M
ohne Kraftübersetzer zum Spannen mit größerer Vorspannung mit konstanter Spannkraft und großer Wiederholgenauigkeit, bis 25 kN und 269 mm Öffnung