NTG ist seit 1968 gefragter Partner bei der Herstellung von Guss- und VA-Gehäusen. Die robusten und langlebigen Qualitätsprodukte werden in kleinen Stückzahlen im Maschinen- und Anlagenbau eingesetzt. Für die Dreh- und Fräsbearbeitung hat das Unternehmen eine DMG DMC 210 FD im Einsatz. Um damit bei der Bearbeitung noch schneller und flexibler zu sein, setzt NTG auf das neue Handspannfutter Duro-TA XT von Röhm. So gelingen minutenschnelle Wechsel von großen auf kleine Werkstücke.
„Schnelligkeit ist unser wichtigster Wettbewerbsvorteil bei der Herstellung von Guss- und VA-Gehäusen“, betont Bernd Rützel. Der Abteilungsleiter Produktionstechnologie der NTG Neue Technologien GmbH u. Co. KG aus dem südhessischen Gelnhausen berichtet begeistert von Projekten wie dem aktuellen, als man für einen Anlagenbauer Stahlgussgehäuse mit komplexen Außenformen anfertigen musste. „Bedingt durch die neuen Technologien und die damit einhergehenden erhöhten Anforderungen in der Komplexität an die Bearbeitungstechnik, wurde ein Maschinenpark auf hohem technischem Niveau aufgebaut. Parallel dazu wurde die Teilefertigung als ein weiterer Zweig etabliert, um die Auslastung unserer Komplettbearbeitungsmaschinen zu gewährleisten“, so Bernd Rützel weiter.
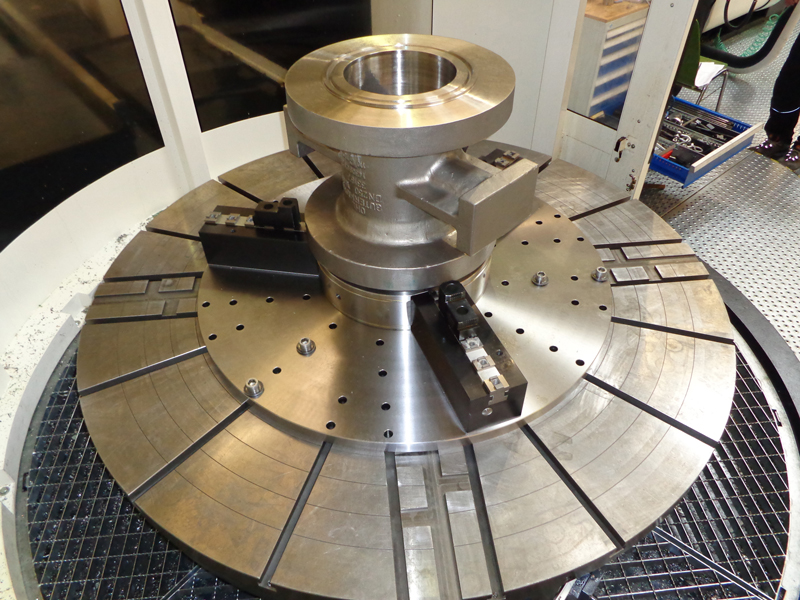
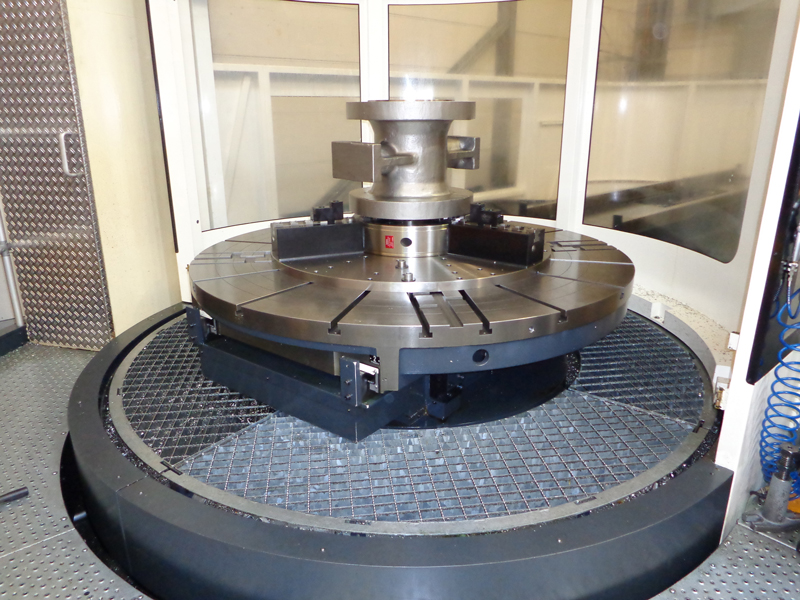
Mit großer Zuverlässigkeit entstehen auf Wunsch von der Idee über die Entwicklung bis zur Fertigstellung Guss- und VA-Gehäuse überwiegend in Einzelfertigung. Für deren Herstellung hat NTG erst jüngst in ein hochmodernes Dreh-Fräszentrum von DMG investiert. Damit die DMC 210 FD ihre Leistungsfähigkeit möglichst flexibel ausspielen kann, hat NTG sich für ein Handspannfutter DURO-TA XT von Röhm entschieden. Die neuesten Futter von Röhm in beeindruckenden 1200 mm Durchmesser zeichnen sich trotz Größe durch eine kompakte Bauweise, Werkstückzugänglichkeit und Flexibilität aus.
Die DMG war ab Werk mit einem Klauenkasten für Spanndurchmesser bis 1200 Millimeter von Röhm ausgestattet. Und auch außerhalb der DMC 210 FD hat man gute Erfahrungen mit Produkten von Röhm gemacht. Da lag es für Bernd Rützel nahe, bei den Sontheimern auch ein zentrisch spannendes Dreibackenfutter anzufragen, das für die Bearbeitung der Gehäuse verwendet wird.
„Ein wichtiges Auswahlkriterium war die hohe Eigensteifigkeit des Drehfutters. Hier konnte Röhm im Vergleich zu anderen Anbietern überzeugen. Erreicht wurde sie dadurch, dass die gesamte Einheit auf einer dickeren Alugrundplatte sitzt“, so Joachim Nagel, Technischer Verkaufsberater von Röhm.
„Schwingungen, wie sie bei solchen Drehfuttern auftreten können und sich auf das Werkstück und somit die Werkzeuge übertragen, dürfen dabei nicht auftreten, da sie die Werkzeuge beschädigen“, resümiert Bernd Rützel.
Bei der Werkzeugauswahl setzt NTG möglichst auf Standardwerkzeuge, um kosteneffizient zu fertigen. So werden die Werkstücke mit Hartmetall-Werkzeugen bearbeitet. Schwingungen würden sich negativ auf die Werkzeuge auswirken. Bei Vollfräsern zeigt sich ein ähnliches Bild: „Mit nur einer abgeplatzten Schneide ist der ganze Fräser nicht mehr verwendbar“, so Bernd Rützel.
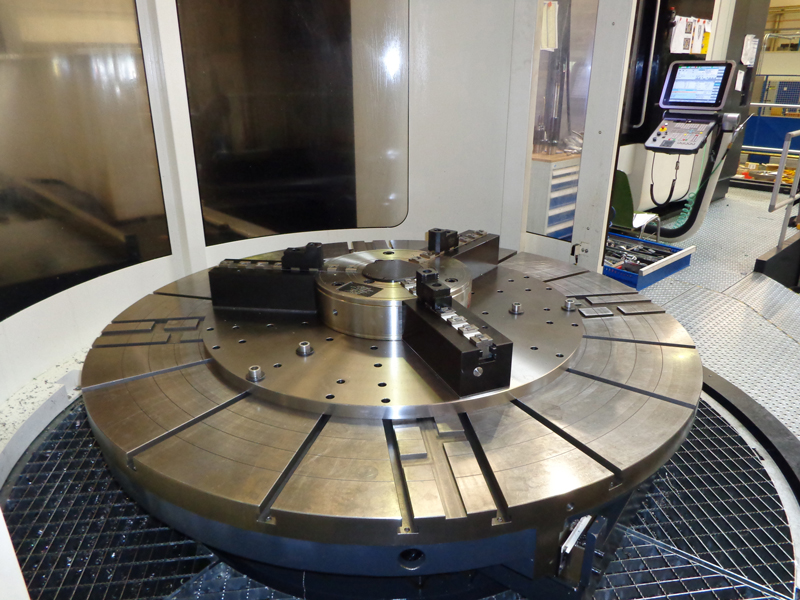
Futter enorm verstellbar: Von 300 bis 1200 Millimeter
Durch die verlängerten und einfach demontierbaren Führungsbahnen des manuellen Spannfutters DURO-TA XT hat es Röhm geschafft, den Spannbereich mehr als zu verdoppeln und gleichzeitig flexibel einstellbar zu machen. Das Futter eignet sich besonders für Bearbeitungen mit häufigem Wechsel von großen auf kleine Werkstücke, da hier nur die Führungsbahnen demontiert werden müssen. Dadurch werden die Rüstzeiten und somit Kosten deutlich reduziert. „Bei der Fertigung von kleinen Stückzahlen ist das ein enormer Vorteil“, so Bernd Rützel weiter.
Dank der Gewichtsreduktion von bis zu 75 Prozent gegenüber herkömmlichen Spannfuttern nutzt das DURO-TA XT das maximale Potenzial der Werkzeugmaschinen aus. Es ermöglicht dadurch das Spannen von höheren Werkstückgewichten bei niedriger Belastung des Maschinentisches. Seine minimalen Störkonturen machen das Futter noch attraktiver und flexibler einsetzbar.
Durch die hohe Rundlaufgenauigkeit kann schnell von der ersten auf die zweite Aufspannung umgerüstet werden. Aufwendiges Ausrichten und Nachjustieren sind nicht immer zwingend notwendig. Weiterhin kann nun auch prozessunterbrechend auf andere Fertigungsteile umgerüstet werden, ohne einen erhöhten Rüstaufwand in Kauf nehmen zu müssen. Durch eigene Aufsatzbacken oder durch werkstückbezogene Sonderbacken von Röhm können auch unförmige Ventilgehäuse oder andere Werkstücke auf der Maschine problemlos gefertigt werden. Um eine reproduzierbare Spannkraft zu erreichen, werden die Teile mittels Drehmomentschlüssel gespannt.
Bernd Rützel: „Hohe Spannkraft und Rundlaufgenauigkeit, wenig Eigengewicht – und das bei ca. 1.200 mm Durchmesser. Röhm konnte alle Anforderungen, die wir gestellt haben, voll und ganz erfüllen.“ Bei einer möglichen Neubeschaffung wird man sich wieder für ein DURO-TA XT von Röhm entscheiden, so die einhellige Meinung der Entscheider bei NTG.